We’re starting the process of starting to upgrade our numbering scheme and I’m wondering what approaches you take. To clarify, I’m not talking about smart vs. dumb numbers since that has already been discussed and we are currently planning to use a smart or semi-smart prefix followed by a dumb number.
My question is this: do you attempt to keep drawings for ASM0001 as DWG0001-1 and DWG0001-2, or do you simply roll up to the next number and let PDM take care of it? I know it could work either way but I’m curious how and why you use a particular method.
I much prefer the Drawing number to be the same as the model over them not matching. If you have to have multiple drawings for a single part/assy then yes I would do -xx over a different number.
While PDM’s can handle this mismatch largely without issue…humans handle it less well.
Usually drawings and DXFs (for laser). In the rare case that we have a vendor asking for 3D data, we would supply native files. At some point in time we want to start testing Tech Pubs (SE’s version of Composer, but more sophisticated) and Electrical but that will be at least a year away.
Another (perhaps semantic) question: in the case that ASM0001 has only one drawing and assuming you are matching numbers, would you designate that drawing as DWG0001-1 (looking ahead), or as just DWG0001 (if another drawing is added in the future it will need to be changed)? Not a major issue, but I want to get it “right” the first time since I’m not a moral relativist…
I would think that if you were to regularly need multiple drawings I would just start with -01 on everything and then you have the same format on everything.
Here we bastardize largely because we don’t have -01 drawings very often. 90% of our drawings are one part, one drawing. We use multiple sheets in a single drawing so we might have 10 sheets to a single part but only one drawing.
When we most often end up with -01 type of stuff is on weldments where parts need to be pre-processed. So we’d have a drawing for the weldment which has the machining, weldment and all the templates for flat stuff, sheet metal etc. However if something needs to be “Pre-machined” or “Pre-bent” that get’s an -01, -02 etc based on it’s cut list number in the weldment.
We never or very, very, very rarely have a single non weldment part with multiple separate drawing files.
Edit to add: because of the way we do this we might have an XXXXX-01 and an XXXXXX-05 and nothing else because our “-XX” is representative of the cut list number and not page number. So if we have a weldment where only -01 and -05 need some “Pre work” of some sort we would have an XXXXXX, XXXXXX-01 and XXXXXX-05 and that’s it.
This is how we do it in the automation division here. Part number is essentially [project number][sub assembly number][part number in sequence] and then on weldments we add [cut list number]
Some of our product line divisions use a “Smart number” for part and drawing numbers.
Some of our resale divisions end up using the OEM numbers with suffixes/Prefixes.
All of our internal use items, gages, fixtures, etc are a prefix dictating what it is followed by the next sequential number.
Our MRP system essentially has a daily stroke because in essence we do not have a company wide naming convention and never will. However for the most part the naming conventions chosen make sense for the function they perform.
One client has revisions for parts and sub-revisions for drawings. The drawing revisions sync with the part revisions, plus have a sub-revision. The allows for changes to the drawing like dimensions, notes, and callouts that do not impact the 3D model.
What do you do for purchased parts that need to have motion such as hinges, hydraulic cylinders, and shocks? I don’t particularly like to assign part numbers just for the purpose of allowing a cylinder to move since we buy it as one piece anyway. And I’m not not fond of virtual parts either.
I’m thinking of simply treating the cylinder as a single part and coming up with a naming extension that signifies a “virtual” or derived part. For example: the cylinder is PRT000123, the rod is PRT000123-D1, and the body is PRT000123-D2. Is there a reason not to do this?
Speaking of blurring the lines between assemblies and parts, is there a good reason to distinguish between them with part numbers? We can’t have sub-assembly numbers match ANY part numbers because there is often multiple where-used… If the numbers are going to be different anyway and the software can filter by assemblies vs. parts, is there a compelling reason to even use ASM prefixes? The obvious drawback is when a part becomes “promoted” to a sub-assembly because we changed vendors or need to buy a former kit as individual pieces. That said, I see good reason to at least use a DWG prefix to keep a visual connection between drawings and their associated parts.
Our bought components are made off of 10 numbers to represent the part number of the material number.
Our fabricated components have a few way of numbering themselves.
There are products, which are designated by 2 letters, 3 numbers that represent the length of the trailer and the number of axles and a letter to represent “which version” of the product it is. These products can have parts that carry this product number as a prefix of their part number so that the person knows that the part if specific to that project.
For parts that are standard, we use a 4 letters to represent the category and then numbers to represent the part numbering. So for example, ACCE is for Accessories, so ACCE-001 would be a standard part that’s in the category of accessoies.
For brute materials, such as plates, flat bars and iron angles being cut, we use a different formula that goes with the ERP number and carries the length of the part in it’s name. So for example CR401-15_000 would be a cold roll pertaining to the first folder of the CR4(Cold rolls) with a length of 15".
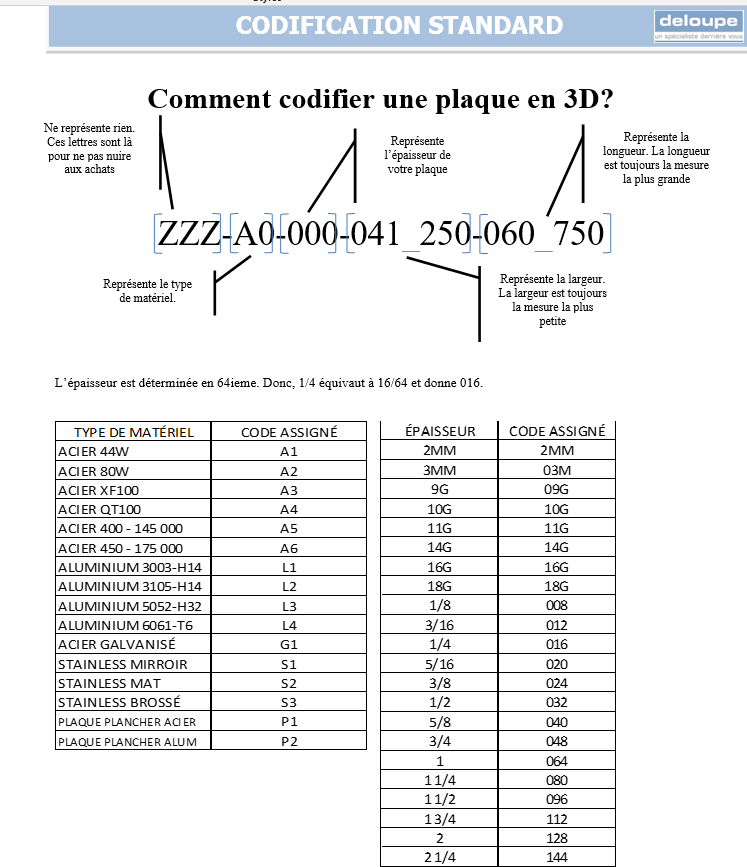
For plates, we use a long ass number that gives the material type, the thickness, width and length. Here’s an image that describes it quickly.
ACIER = IRON
EPAISSEUR = THICKNESS
I cannot think of a time where one model file (prt or asm) needed more than one drawing. There are many with multiple sheets. There are many drawings that will reference a secondary model as reference in a view (which makes a mess of the reference trees when drawing nodes turned on). So our model and drawing filenames, full path for that matter, are identical except for the file extension.
I’m struggling to see why there would be more than one drawing per model. Hardware maybe?
Before starting PDM and after as well, our files do not get a part number until they are loaded into the “ERP/MRP/MES” system. Many files never get a “part number.” Before PDM we had a decent process of using development numbers for file names then when the part was about to be loaded into the “ERP” system numbers would be taken out and the files would be renamed. That sounds like a big deal, but it really wasn’t that bad with Design Manager file management tool from Solid Edge.
When we started into PDM it was strongly encouraged to use serial numbers to name the files. That’s all well and good but the problem is they still get part numbers assigned from the “ERP” system when they get released for production and that part number is a data card variable mapped to custom property. That sounds fine until you want to see the part number in Solidworks assembly, the only place it’s available is in the PDM addin. Ok, we can get over that. For non-cad users however it’s difficult to correlate the part number to the serial number. For example they view an assembly in eDrawings, they can only get the file name (serial number). There may be a workaround way to finagle the part number into the files so that it can be seen in the parts list in edrawings but it’s a mess and not retroactive so any existing files would not show the component part numbers. In hind sight we should have just kept renaming the files when the part gets a part number assigned, that would have been simpler and cleaner.
If you’re asking “Why not just use the serial number as the part number in the “ERP” system?” The answer is Design Eng is just one department and there are some that cannot give up the dumb smart part number concept, it’s too engrained in too many places of the system. It’s out of my control.
Parts have multiple drawings infrequently. An example would be a drawing for machining and then for welding or forming, or vise versa. Yes, you could use a multi-sheet drawing but then you’re splitting it for two departments… I know MJuric runs into this far more frequently than we do.
An example of an assembly being used multiple times is much more common for us. One example would be using a top-level assembly to create a BOM for laser, bandsaw, welding, or machining; then using the same assembly to create assembly drawings. It doesn’t make sense to put that all in one file.
If there’s a good chance of a scenario happening, you might as well plan for it. If you know for sure it’s going to happen, you HAVE to plan for it.
In Solidworks everywhere I’ve ever worked purchase parts are single parts. If they need to show infinite motion then we have a configuration for the different pieces, place two copies and make sure one of them are excluded from the BOM. For parts that only need to be shown in a couple of positions, cylinders for example, it’s a single part with move bodies and configs for the different positions.
We don’t use part numbers to distinguish between a part and assembly. A part could be an assembly or a part and the part number could be the same. Our “Assemblies” are distinguished by the actual number. For instance out top most level assembly for a project will always be a -0000. The various major sub assemblies are then other thousand levels. For instance spindles are 3000, electrical 9500, guarding 7000 and so on. That is broken down even further so say our fixtures are 5000, we might have a 5100. 5200 and 5300 if the machine has three separate fixturing systems on it. Parts are then 5101,5102,5103 etc.
Well that’s how our automation group does it anyway
I see, for us a part is a part. If there are work center changes that is covered in routing notes. We do accommodate to some level in process steps such as all of our sheet metal prints have a flat view. Also, we have moved to our welded assemblies to have one page for BOM, one for dims and another for welds; typically toolroom uses the dimension sheet, and robot programmer uses weld callout sheet. Beyond that we start slipping into the debate of the print is defining what or how; we live closer to the what side.
That sounds like a disaster. Or it’s all one off orders or configured models and prints. I guess it all depends on what you’re doing. If your laser, bandsaw, machining and welding are all scheduled per each top level job then I can see that way of making your models and prints.
We never schedule pc parts based on per order of the top level. It’s all driven by demand. Each part is ordered and stocked by itself regardless of where it may go. If there’s an order for 250 of part x they go in the bin that might have 23 pcs from last run and go on the shelf. Then over the next couple of weeks 100 may go to paint line and another 100 may go to robot welding to make part y and another 60 may go to manual welding to make part z. Those three parts may wind up on a dozen different top level numbers going out the door over the next days, weeks, or months. Or they run one other part number on a die for three shifts, stocked, and all wind up shipped in one top level number in the next week.
That’s because there are some fundamental differences between our shops. Here 90% of all parts are single piece flow going through a “pipeline”. That’s why laser needs a BOM to confirm that their nests are correct and also to serve as a checklist before the kit leaves for bending. The remaining 10% of parts are collected from Kan-Ban controlled bins, which makes a comprehensive BOM vital.
But I wasn’t going to get into a deep, philosophical Theory-of-Manufacturing discussion. Oh well, now you know.
And this is the key to why I think it’s important that people stay away from the “This is the right way” mentality. The “right way” will be the way that most effectively, efficiently and economically gets the job done and since most companies have differing products and even differing methods, work flows etc even when making the same product the “Right way” will also be different.
These kind of discussions always pick my curiosity. I’m open to hearing different methodologies because I know mine’s not perfect and hearing someone else’s perspective and how they apply it sometimes helps me understand the necessity in working a certain way. I can then use that knowledge to adapt it if it can fit a purpose inside the company I work for. I’m also always happy to share whatever it is I know, because sometimes that leads to someone showing me a way to do it that’s more efficient.
Outside my capabilities, others would need to jump in to sustain it. I like to think I can participate in such activities, but it seems in the end I always wind up in a corner eating the crayons and muttering nonsense.
I’ve always made the argument that altruism simply does not exist. All decisions made at the individual level are run thru a single brain and that brain is hard wired to protect itself. There will always be a reason that benefits that brain for any decision. Even in the case where people knowingly and purposefully sacrifice their lives, for whatever reason that brain thinks that that choice is the one that best benefits itself.